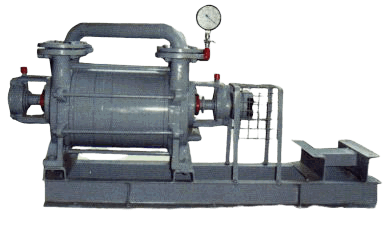
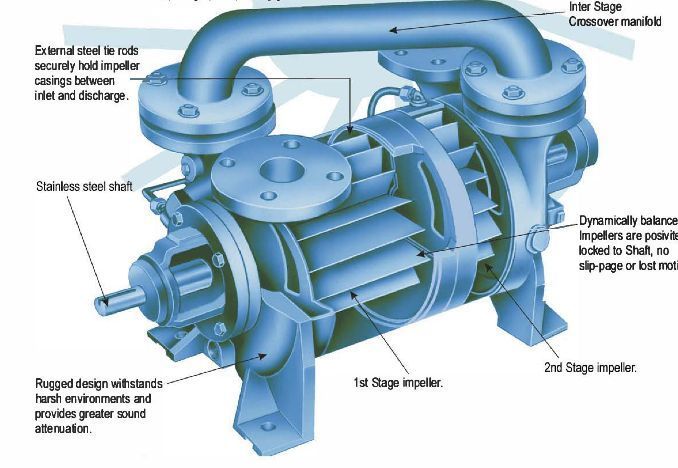
TWO STAGE VACUUM PUMP
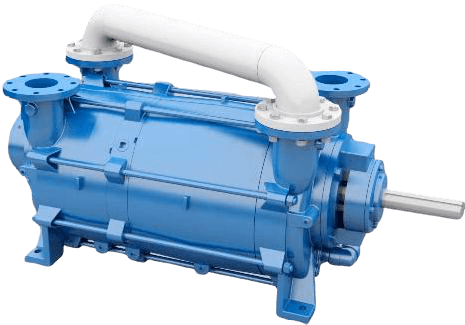
TWO STAGE WATER - RING VACUUM PUMP
DESCRIPTIONS :-
Two Stage Vacuum Pump has an advantage of higher capacity at high vacuum and requires low quantity of water at low pressure. We design our products by comprehending the all application criteria and parameters to make the product superior in terms of quality and performance. We utilize most modern technology to manufacture the product with highest standards based on international norms. Our two stage vacuum pumps also save energy and efficiently used by several industries
TECHNICAL SPECIFICATIONS:-
The technical specifications of our single stage vacuum pump include:
- Maximum vacuum : 720 mm of Hg
- Motor : Up to 60 HP
- Capacity : 90 - 1700 m3 hr
APPLICATIONS:
- Dehydrates and filtration Processes
- Distillation, Evaporation & Drying
- Deodorization Evacuation
- Sterilizing
- Conveying, Venting & Sucking
- Beverage industries
- Chemical industries
- Research centers
- All kinds of food industries
FEATURES:
- Simple & rugged construction
- Trouble Free Operation
- Higher Vacuum Level
- Maximum Durability
- Maintenance Free Running